歡迎來到新型全自動數控滾絲機廠家官網--衡水安達機械設備有限公司

誠信為本 品質為先
專注新型全自動數控滾絲機、冷擠壓機、鋼筋彎曲機、鐓粗機
電話:18632802355
專注新型全自動數控滾絲機、冷擠壓機、鋼筋彎曲機、鐓粗機
電話:18632802355

全國免費咨詢熱線
自有生產工廠,專業技術人員
公司擁有嚴謹的加工工藝,專業化的研發水平
使產品質量更高、性能更可靠
公司具備大型精密機床、數控加工設備和檢測儀器的生產條件,有雄厚
的技術力量和科技創新意識
在吸收消化國內外先進技術的基礎上,根據市場需求并總結廣大用戶的
反饋意見,我們不斷實踐、不斷創新研發,追求自我品質。
始終以服務為基礎,以誠信為原則
憑借優質的產品,先進的技術和專業的服務,在行業內
贏得了優良口碑
安達鋼筋套絲機技術團隊為您一對一指導
現為各建筑工地提供套絲機,成為他們的合作伙伴和優秀供應商
專業人員跟蹤服務,讓你得到的不僅僅是合作

衡水安達機械設備有限公司衡水安達機械設備有限公司,專業從事鋼筋機械連接技術和產品加工,目前主要生產:鋼筋連接套筒及建筑鋼筋連接機械設備,為你提供鋼筋滾絲機、全自動鋼筋鐓粗機、鋼筋冷擠壓機、螺旋升角(剝肋)直螺紋滾絲機、鋼筋切斷機、鋼筋彎曲機。便攜式彎曲機及各種型號鋼筋連接套筒,四級鋼直螺紋套筒冷擠壓套筒鐓粗套筒變徑套筒等優質產品,同時提供各種形式的鋼筋連接成套技術及現場服務......


? ?鋼筋直螺紋套絲機目前已經成為建筑工程項目處理鋼筋的主要操作設備了。但是因為我國建筑行業本身的局限性,我們的建筑工人大多數人員素質參差不齊,還有市場上的滾絲機設備多種多樣,難免會在使用過程當中出現一些操作不當那個引起的機器損壞或者因為不熟悉機器導致的機械故障。對此,我們固力士針對市場上出現的一些集中的比較突出的問題,提供了一些故障解決方法,希望能為我們的工人師傅在需要時提供幫助。...
 常見問答解答
常見問答解答鋼筋滾絲機主要用于建筑工程帶肋鋼滾軋直螺紋絲頭,是實現鋼筋連接的關鍵設備。可加工直徑16-40mm的HRB335和HRB400級帶肋鋼筋。鋼筋滾絲機使用注意事項1.冷卻液體必須使用水溶性乳化冷卻液,嚴禁使用油性冷卻液,更不可用普通潤滑油代替。2.沒有冷卻液時嚴禁滾軋加工螺紋。3.待加工的鋼筋端部應平整,必須用無齒鋸下料…
鋼筋直螺紋(剝助)滾絲機,由機架夾緊機構,進給滑板、減速機及滾絲頭、冷卻系統和電器系統組成,主要用于建筑工程帶肋鋼筋的直螺紋絲頭加工。鋼筋直螺紋(剝助)滾絲機價格分為9000多至6000多元/臺,價格高的質量好一點,價格低的質量差一點,重量上也不一樣,價高的500多公斤,價低的300多甚至200多公斤.首先根據鋼筋…
鋼筋直螺紋滾絲機不進絲或亂絲怎么處理?衡水安達機械是專業生產滾絲機的廠家,下面讓我來講解一下。首先分析鋼筋直螺紋滾絲機不進絲或亂絲原因分析:(1)滾壓頭旋轉方向不正確。(2)滾壓頭規格與鋼筋不一致。(3)定位套順序不正確。(4)滾壓頭順序安裝是否正確;(5)滾輪,定位套損壞。鋼筋直螺紋滾絲機正確操作過…
一、施工準備(一)作業條件1、參加套筒擠壓的工作人員必須經過培訓,取證后方可上崗操作。2、工程開工前,應有套筒擠壓接頭技術提供單位有效的型試檢驗報告。型試檢驗報告必須記載送檢試件的各項參數。包括套筒長度,外徑、內徑、擠壓道次、擠壓力、壓痕處平均直徑或擠壓后套筒長度,以便對擠壓接頭的外觀質量進行檢查。…
剝肋滾壓直螺紋套筒:其工藝是先將鋼筋端部的橫肋和縱肋進行剝切處理后,使鋼筋滾絲前的柱體直徑達到同一尺寸,然后再進行螺紋滾壓成型。剝肋滾壓直螺紋連接技術是由中國建筑科學研究院建筑機械化研究分院研制開發的鋼筋等強度直螺紋套筒的一種新型式,為國內外首創。通過對現有HRB335、HRB400鋼筋進行的型式試驗、疲勞試…
滾絲機滾絲出毛刺怎么辦?1、如果牙頂很尖,而且毛刺出現在牙頂,就是滾絲前的直徑太大造成的;2、滾絲前的外徑表面粗糙度太差,也會引起毛刺;3、幾個滾絲模的位置不一致;4、滾絲模本身有毛刺或傷痕;5、工件材質過軟;6、進刀深度與主軸轉速不匹配等;7、滾絲機冷卻液體必須使用水溶性乳化冷卻液,嚴禁使用油性冷卻液…
本項目有混凝土裝配式與鋼結構裝配式兩種結構形式,施工方法與執行標準截然不同,由于鋼結構裝配式施工技術相對成熟、安裝運輸條件相對要好的多,故在此只對混凝土裝配式施工難點進行分析,針對該項目的特點,安裝施工難點主要有:構件運輸、構件的存放、構件的安裝施工、預制構件的連接以及構件的成品保護等。3.1預制構…
鋼筋套筒規范要求(來源:鋼筋機械連接技術規程第85條):①連接套表面無裂紋,螺牙飽滿,無其他缺陷。②牙型規格檢查合格,用直螺紋塞規檢查尺寸精度。③各種型號和規格的連接套外表面,必須有明顯的鋼筋級別和直徑。④連接套兩端頭的孔必須用塑料蓋封上,以保持內部潔凈,干凈防銹。要求:外露1-2絲,外露太多,容易松…






 營業執照
營業執照 建筑業企業資質證書
建筑業企業資質證書 職業健康安全管理體系認證證書
職業健康安全管理體系認證證書 質量管理體系認證證書
質量管理體系認證證書 環境管理體系認證證書
環境管理體系認證證書 鋼筋剝肋套絲機
鋼筋剝肋套絲機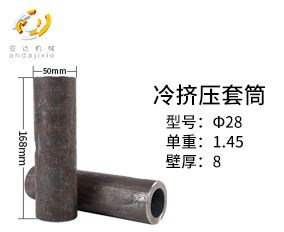 鋼筋冷擠壓套筒
鋼筋冷擠壓套筒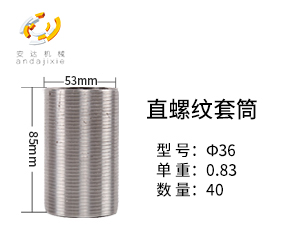 直螺紋套筒
直螺紋套筒 380v套絲機多少錢一臺
380v套絲機多少錢一臺 直螺紋鋼筋滾絲機
直螺紋鋼筋滾絲機 鋼筋直螺紋剝肋滾絲機
鋼筋直螺紋剝肋滾絲機 鋼筋套絲機40DZ
鋼筋套絲機40DZ 40KZ鋼筋套絲機
40KZ鋼筋套絲機